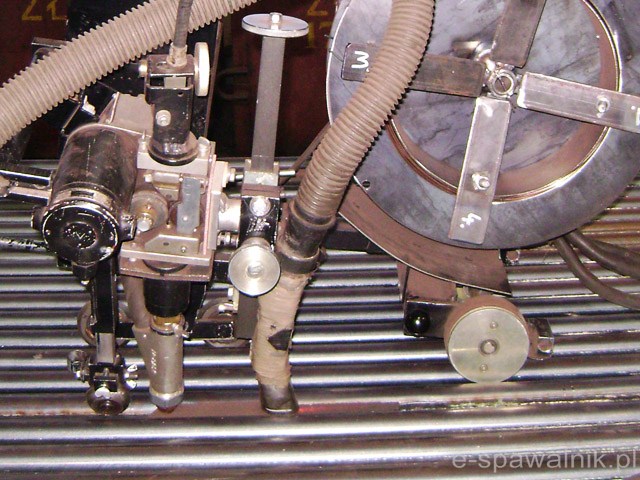
Spawanie łukiem krytym SAW
METODA SPAWANIA ŁUKIEM KRYTYM.
Metoda ta polega na tym, że łuk elektryczny jarzy się pomiędzy elektrodą a spawanym przedmiotem w przestrzeni odizolowanej od powietrza warstwą topnika.
SPOINA - powstaje ze stopniowego drutu elektrodowego i głęboko przetopionego materiału rodzimego.
W skład stanowiska do spawania wchodzą:
1) automat podający drut do sfery stapiania i układania spoiny,
2) źródło prądu (przemiennego lub stałego),
3) szafka sterownicza,
4) oprzyrządowanie stanowiska (jezdnia, wysięgnik, portal itp.),
5) zbierak topnika.
W czasie spawania łuk spawalniczy nie jest widoczny, ponieważ jarzy się w komorze wypełnionej gazami i parami metalu pod warstwą topnika.
Topnik w odróżnieniu od otuliny elektrod, nie może jednak wydzielać zbyt dużej ilości gazów, ponieważ następowałoby przebicie warstwy topnika i dostęp powietrza do ciekłego metalu. Ponieważ doprowadzenie prądu do drutu odbywa się na małej odległości (wylot elektrody: = 30-60mm), możliwe jest stosowanie dużych natężeń prądu spawania.
Parametry, które możemy zmieniać w następujących granicach:
1) natężenie prądu : J=200-1000 [A],
2) napięcie łuku : U=25-45 [V],
3) prędkość spawania: v - do 200m/h (przeważnie 30-60m/h)
4) średnica elektrod: d - 2-6 [mm].
Maksymalna wartość stosowanego natężenia prądu ograniczona jest odpornością cieplną topnika i nie każdy topnik nadaje się do spawania wysokimi prądami. Również przy spawaniu dużymi prędkościami konieczny jest specjalny topnik o dużej szybkości topnienia.
Napięcie łuku dobiera się zazwyczaj proporcjonalnie do wartości natężenia prądu.
CECHY METODY SPAWANIA ŁUKIEM KRYTYM:
1) wysoka sprawność procesu (energia zużywana na utworzenie spoiny przy spawaniu elektrodą otuloną: 10%,w spawaniu łukiem krytym: 45%)
2) duża wydajność spawania (moc łuku waha się między 20-150kW). Wydajność spawania jest 3-6 razy wyższa niż przy spawaniu elektrodami otulonymi,
3) dobra jakość wykonanej spoiny ze względu na skuteczną ochronę ciekłego metalu przed dostępem tlenu i azotu z powietrza i duża jednorodność składu chemicznego materiału spoiny.
4) mniejsze zużycie materiału elektrodowego i energii elektrycznej (większy udział materiału rodzimego w spoinie, małe kąty ukosowania),
5) poprawa warunków pracy (łuk niewidoczny, mała ilość wydzielanych gazów).
Ta metoda jest stosowana do :
1) wykonania spoin czołowych i pachwinowych w pozycji podolnej, nabocznej a niekiedy naściennej,
2) grubość łączonych materiałów: 3-100mm (i więcej),
3) spawane materiały to przeważnie stale niskowęglowe, niskostopowe o podwyższonej wytrzymałości, niskostopowe dla energetyki i stale wysokostopowe,
4) można również spawać metale nieżelazne (miedź, aluminium, tytan i stopy tych metali) przy użyciu specjalnych topników,
5) oprócz spawania często tą metodą się napawa a czasami przypawa kołki.
PRZEBIEG SPAWANIA ŁUKIEM KRYTYM.
Przy spawaniu łukiem krytym kształt i wymiary spoin zależą nie tylko od podstawowych parametrów spawania (U, J, V), ale też od różnych czynników technologicznych takich jak:
- średnica elektrody,
- rodzaj prądu,
- biegunowość,
- pochylenie elektrody względem spoiny,
- pochylenie spoiny względem poziomu,
- kształt ukosowanych brzegów itp.
Kształt spoiny jest najkorzystniejszy, gdy nadlew lica spoiny nie jest zbyt wysoki, a przejście spoiny do materiału rodzimego jest łagodne. Odpowiednia szerokość spoiny ułatwia odgazowanie spoiny a właściwy współczynnik przetopu zmniejsza skłonność do pękania spoin.
Wymiary spoiny zależą praktycznie od wszystkich czynników. Ważna jest również rola rodzaju prądu spawania.
Przy spawaniu prądem stałym - dodatnią biegunowością uzyskuje się głębsze wtopienie w materiał rodzimy, co często wykorzystywane jest przy układaniu warstwy przetopowej.
Przy spawaniu prądem stałym - ujemną biegunowością zapewnia uzyskanie większej wydajności stapiania elektrody. Wykorzystuje się to przy napawaniu i przy układaniu warstw wypełniających rowku spoiny.
Przy spawaniu prądem przemiennym uzyskuje się wartości pośrednie.
Żeby spawać z większymi prędkościami i uzyskać wyższą wydajność, przy spawaniu jednostronnym używa się specjalnych podkładek technologicznych - ich zadaniem jest wyeliminowanie wycieków stopiwa z rowka spoiny i uformowanie równomiernej i prawidłowej grani. Podkładki przy spawaniu łukiem krytym są konieczne, ponieważ stosuje się dużo wyższe energie łuku (większa objętość ciekłego metalu) niż przy spawaniu elektrodami otulonymi.
Wydajność spawania łukiem krytym zwiększa się ostatnio coraz bardziej przez zastosowanie spawania wielołukowego (najczęściej 2,3 łuki).
Spawanie dwułukowe - może być realizowane z oddzielnymi jeziorkami ciekłego metalu (układ tandemowy) lub przy stapianiu dwóch elektrod w jednym jeziorku.
Spawanie tandemowe - pierwszy łuk tworzy warstwę przetopową spoiny a drugi roztapia zakrzepły ścieg i tworzy warstwę licową. Powoduje to uzyskanie lepszych własności plastycznych złączy spawanych poprzez obniżenie szybkości stygnięcia spoiny i strefy wpływu ciepła. Stosowane w tym przypadku prędkości wynoszą 60-80 m/h.
Spawanie dwoma elektrodami - stapianymi w jednym jeziorku - uzyskuje się wyższe wydajności spawania (prędkość do 150m/h dla spoin czołowych i do 20 m/h dla spoin pachwinowych).
Spawanie wielołukowe charakteryzuje się wysokimi energiami ,
w związku z czym osiągnięcie wysokich własności plastycznych spoin realizowane jest poprzez odpowiedni dobór drutów i topników (topniki aglomerowane).
|
Spawanie łukiem krytym.
|
Spawanie łukiem krytym.
|